Table of Contents
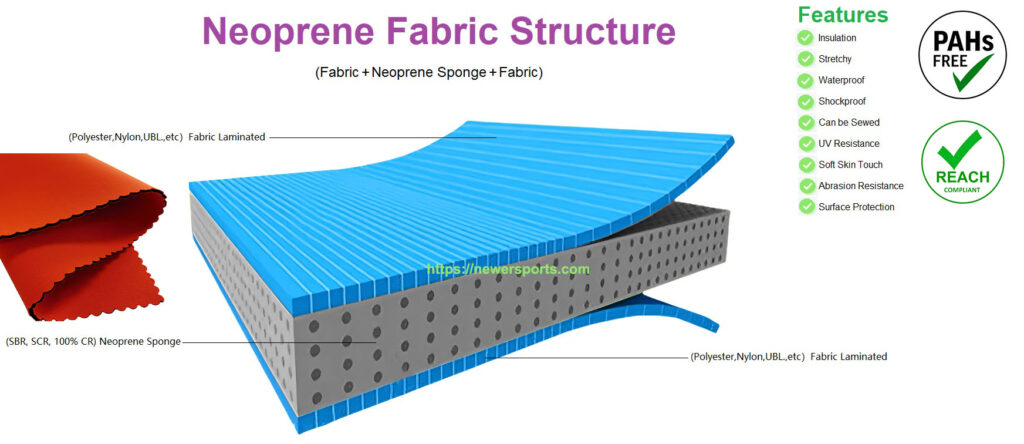
ToggleNeoprene fabric features a 3-layer construction: neoprene rubber/sponge core sandwiched between laminated face fabrics, bonded with water-based adhesive. Both the core rubber and face laminates are customizable.
The first major step is polymerization. Here, the chloroprene monomer undergoes a chemical reaction to form long chains of polychloroprene. Think of it like tiny individual beads linking together to form a long string. This process can be done in different ways (like emulsion polymerization or solution polymerization), each yielding slightly different properties in the final rubber. The result at this stage is a raw, solid rubber known as polychloroprene chips or crumbs.
This is where the magic happens and neoprene gets its signature characteristics.
1.Compounding: Adding the Special Ingredients
The raw polychloroprene chips are mixed with various additives in a process called compounding. These additives are crucial as they determine the final properties of the neoprene fabric:
Vulcanizing Agents: These chemicals (like sulfur or peroxides) are essential for curing the rubber, giving it elasticity and durability.
Fillers: Materials like carbon black or silica can be added to enhance strength, hardness, or processability.
Foaming Agents: These are vital! When heated, they release gas, creating the closed-cell structure that gives neoprene its insulation and buoyancy.
Accelerators, Activators, and Stabilizers: These control the reaction rates and protect the material from degradation over time.
Pigments: For colored neoprene fabric, pigments are added at this stage.
2.Curing and Foaming: The Formation of Neoprene Sheets
The compounded rubber mixture is then fed into a large, heated press. Under high pressure and temperature, two key things happen simultaneously:
Curing (Vulcanization): The rubber cross-links, forming a stable, elastic network.
Foaming: The foaming agents decompose, releasing gas that expands within the rubber, creating tiny, isolated gas bubbles. This is what forms the characteristic closed-cell foam structure of neoprene.
The result is a large, thick block or “bun” of foamed neoprene rubber.
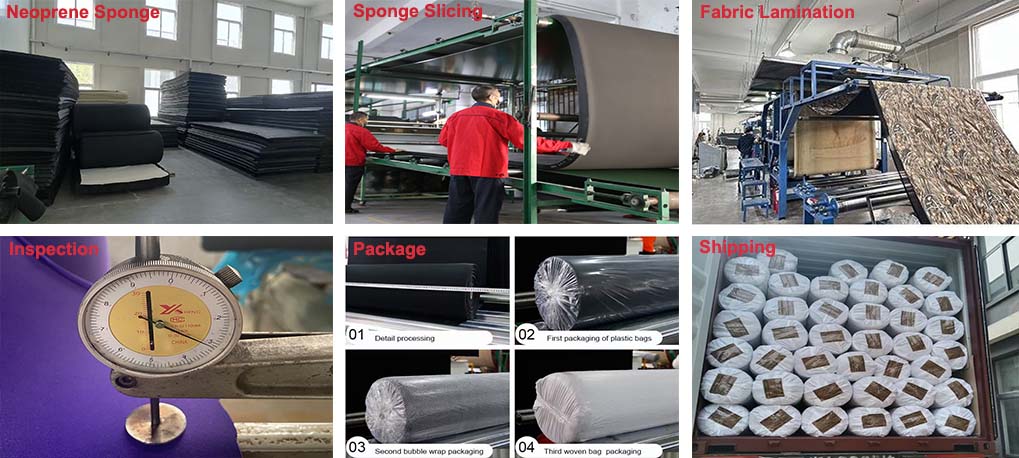
The large neoprene bun isn’t immediately usable as fabric. It needs further processing.
1.Slicing: Achieving the Desired Thickness
The huge neoprene bun is carefully cooled, then fed into a specialized slicing machine (often called a “skiver”). This machine precisely cuts the block into thin sheets of various thicknesses, ranging from less than 1mm to several millimeters, depending on the application. This is where you get to specify the thickness for your custom neoprene fabric!
2.Lamination: Adding Fabric and Functionality
Finally, the sliced neoprene sheets are ready for lamination. This is the process where fabric layers are bonded to one or both sides of the neoprene sheet using strong adhesives and heat. Common fabric laminates include:
The choice of fabric significantly impacts the final feel, appearance, and performance of the neoprene fabric. This step also allows for various surface treatments like smooth skin, embossed textures, or perforated patterns.
Throughout every stage of this process, stringent quality control measures are in place. This includes testing the raw materials, monitoring temperatures and pressures during foaming, checking the thickness of sliced sheets, and verifying the adhesion and quality of the laminated fabrics. This ensures that the final neoprene fabric meets industry standards and your specific requirements.
Is Neoprene Breathable?
Performance Advantages and Limitations